






Separación de soportes y modelos
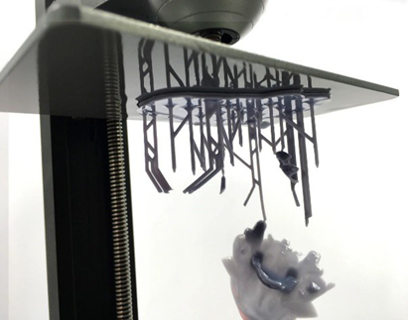 | 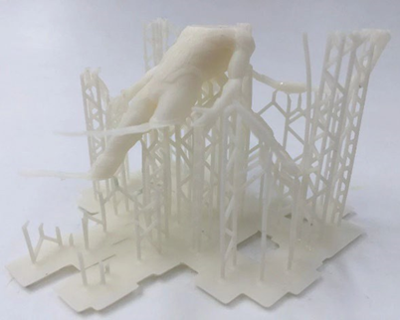 |
| Separación de soportes y modelos | Soporte faltante o roto |
El modelo impreso está separado del soporte o falta parte de la estructura de soporte o está rota
Pantalla: La resina sucia curada en la pantalla afecta la liberación;o la pantalla pierde líquido, lo que hace que el área no se pueda imprimir o se reduzca el grado de moho
Fuente de luz: algunas fuentes de luz no son uniformes, lo que puede provocar una exposición inconsistente en diferentes áreas
Resina: La viscosidad de la resina es demasiado alta, provocará un aumento en la fuerza de liberación, lo que hará que el soporte y el modelo se separen, se recomienda reducir adecuadamente la velocidad de elevación y aumentar la altura de elevación.
Modelo: cambios repentinos en el área de la sección transversal del modelo, como de un área pequeña a un área grande, mayor fuerza de liberación, deformación de una sola capa. Al colocarlo, trate de evitar cambios repentinos en el área de la sección transversal y áreas grandes. apoyado directamente
Rebanado: tiempo de exposición insuficiente, por lo que el modelo no se cura lo suficiente, lo que resulta en que el soporte sea demasiado delgado y demasiado blando. Durante el proceso de extracción, el soporte se separa del modelo bajo una fuerza de liberación mayor, se recomienda probar la exactitud tiempo de exposición antes de imprimir;el soporte es menos delgado, lo que hace que el soporte no pueda extraer el modelo y se produzca una separación; se recomienda espesar el cifrado;La velocidad de elevación es demasiado rápida, puede haber una fuerza de liberación mayor, lo que hace que el soporte y el modelo se separen.
Separación: si la película de liberación está desgastada, la fuerza de liberación no es suficiente, lo que resulta en la separación de la parte inferior y el soporte de la pasta del modelo.
Temperatura: la temperatura es demasiado baja sin aislamiento y la actividad de la resina es baja, se recomienda abrir el aire acondicionado a 25-35 ℃ para imprimir.
Hora de publicación: 15-dic-2021