






Supporto e separazione del modello
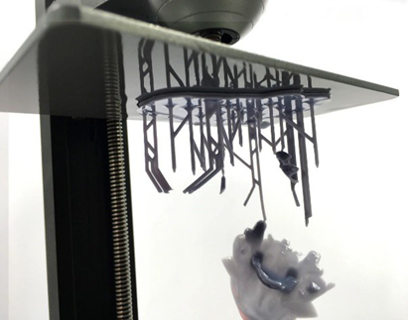 | 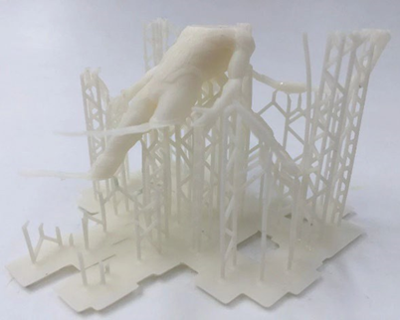 |
| Supporto e separazione del modello | Supporto mancante o rotto |
Il modello stampato è separato dal supporto oppure parte della struttura di supporto è mancante o rotta
Schermo: la resina sporca polimerizzata sullo schermo influisce sul rilascio;oppure lo schermo perde liquido rendendo l'area non stampabile o riducendo il grado di stampaggio
Sorgente luminosa: alcune sorgenti luminose non sono uniformi, il che può portare a un'esposizione incoerente in aree diverse
Resina: la viscosità della resina è troppo elevata, porterà ad un aumento della forza di rilascio, separando il supporto e il modello, si consiglia di ridurre adeguatamente la velocità di sollevamento e aumentare l'altezza di sollevamento
Modello: cambiamenti improvvisi nell'area della sezione trasversale del modello, come da una piccola area a una grande area, maggiore forza di rilascio, deformazione a strato singolo. Quando lo posizioni, cerca di evitare cambiamenti improvvisi nell'area della sezione trasversale e nelle aree di grandi dimensioni direttamente supportato
Affettamento: tempo di esposizione insufficiente, quindi il modello non è sufficientemente polimerizzato, con il risultato che il supporto è troppo sottile e troppo morbido. Durante il processo di rimozione, il supporto viene separato dal modello con una forza di rilascio maggiore, si consiglia di testare l'esatto tempo di esposizione prima della stampa;il supporto è meno sottile, con il risultato che il supporto non può estrarre il modello, si verifica la separazione, si consiglia di addensare la crittografia;la velocità di sollevamento è troppo elevata, potrebbe esserci una forza di rilascio maggiore, che rende il supporto e la separazione del modello.
Separazione: se la pellicola distaccante è usurata, la forza di rilascio non è sufficiente, con conseguente separazione del fondo e del supporto della pasta per modello.
Temperatura: la temperatura è troppo bassa senza isolamento e l'attività della resina è bassa, si consiglia di aprire l'aria condizionata a 25-35 ℃ per la stampa.
Orario di pubblicazione: 15 dicembre 2021