







ePLA-LW
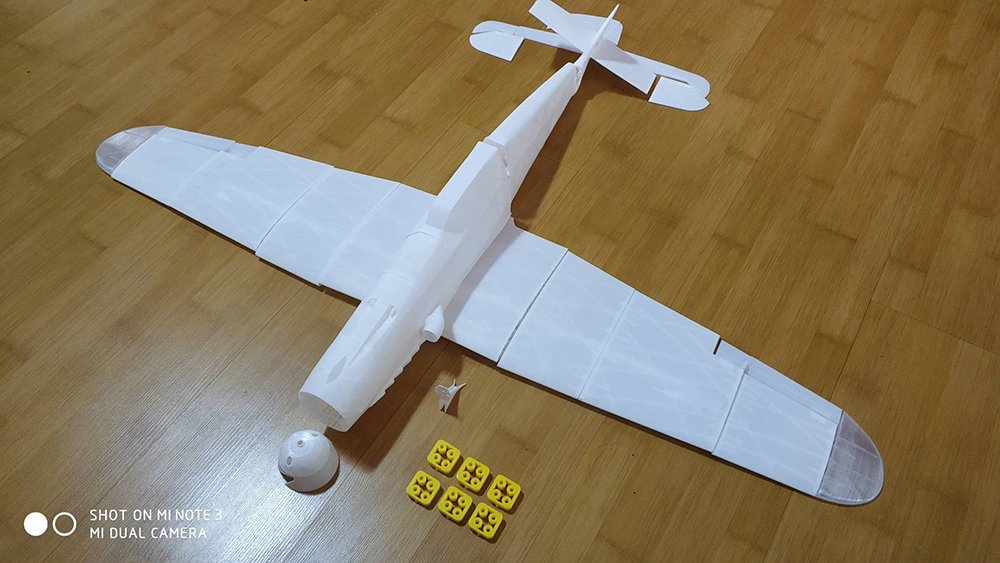
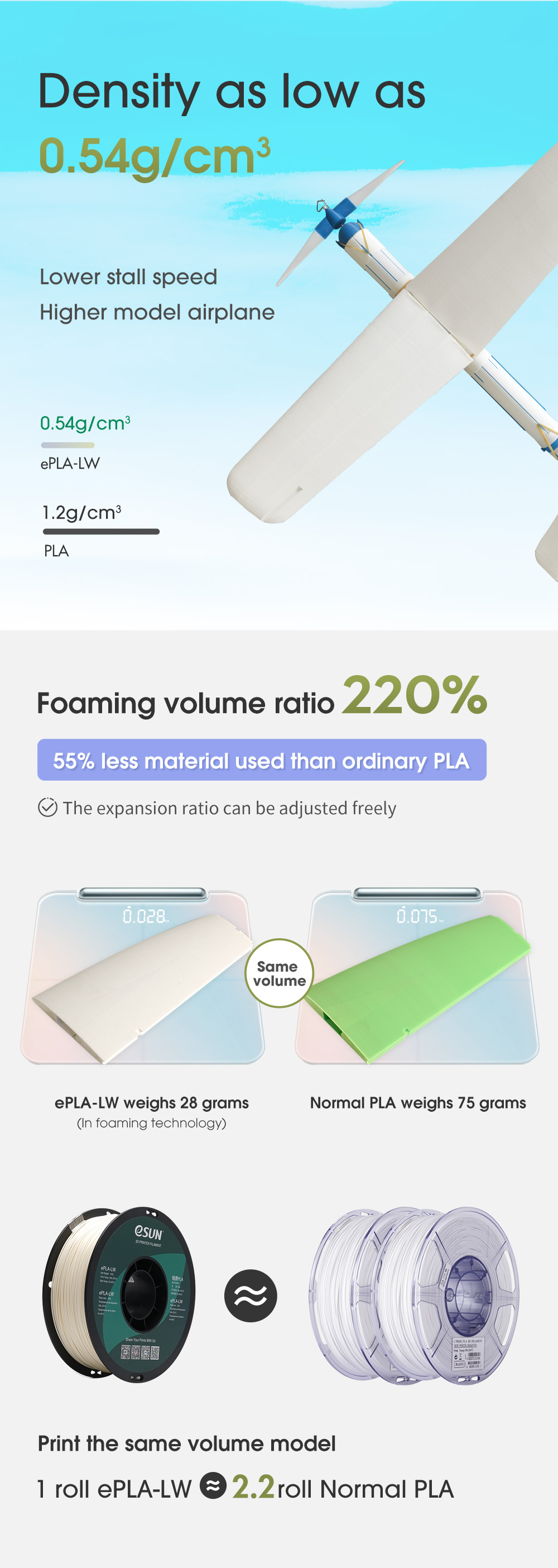
경량 PLA 필라멘트에어로모델링을 위해 특별히 개발된 소재입니다.층간 접착이 안정적이며, 인쇄 온도를 조절하여 발포 속도와 강도를 조절할 수 있습니다.ePLA-LW는 활성 발포 기술을 사용하여 경량, 저밀도 PLA 부품을 구현합니다. 발포 부피 비율은 220%이고 밀도는 0.54g/cm3만큼 낮습니다.
- * 설명:
-
설명
발포는 레이어드 패턴을 거의 눈에 띄지 않게 만들고, 인쇄된 아이템의 표면은 무광택이며 섬세합니다.동일한 모델, 동일한 속도에서 경량 PLA 필라멘트를 사용하면 모형 항공기의 날개 하중이 더 가벼워지고 실속 속도가 낮아져 모형 항공기의 성능이 크게 향상될 수 있습니다.
판매 포인트
0.54g/cm2만큼 낮은 밀도삼
발포체적비 220%
강도와 발포율의 자유로운 조절
탁월한 무광택 표면 효과우수한 층간 접착력
페인트하기 쉬운
우수한 인쇄적성팁

노트
1. 첫 번째 레이어 속도 설정은 실제 인쇄 속도와 일치하고 실제 인쇄 속도의 100%로 설정되었으며 첫 번째 레이어 및 작은 영역 인쇄 속도 감소 기능을 끄고 첫 번째 레이어 압출 속도는 실제와 일치합니다. 270도를 제1층 압출율의 45%로 설정하는 것과 같은 발포 압출율;베드 접착력이 너무 강한 경우 인쇄 시 하단 밸브를 설정할 수 있습니다.
2. 프린터의 최대 작동 온도에 주의하십시오.대부분의 테프론 튜브 프린터는 250도 이상에서는 오랫동안 작동할 수 없습니다.℃.이 온도 이상에서 장기간 인쇄하면 막힐 수 있습니다.온도가 250도를 초과하는 경우℃, 인쇄에는 금속 호스와 같은 고온 프린터가 필요합니다.
3. 고온 발포 후 인쇄된 부품이 황변되는 것은 정상적인 현상입니다.인쇄 온도를 낮추면 문제가 완화될 수 있습니다.
4. ePLA-LW는 고온노즐의 용융공동부에서 연속적으로 발포하기 때문에 기본적으로 수축이 되지 않습니다.인쇄하는 동안 스트링이 나타나는 것은 정상입니다.스트링 효과를 줄이기 위해 꽃병 모드에서 rc 평면을 인쇄하는 것이 좋습니다.
5. 발포 비율은 온도, 인쇄 속도, 노즐 용융 캐비티 크기와 관련이 있으며, 자신의 인쇄 상황에 따라 모델 설계 벽 두께를 비교하고 압출 속도, 온도, 속도 및 기타 매개변수를 조정하는 데 주의를 기울이십시오.
자세히 보기PLA 필라멘트

- * 제품 소개 영상
-
- * 애플리케이션
- * 인쇄 모델
-





_191.jpg)
| 필라멘트 특성표 | |
|---|---|
| 3D 프린팅 필라멘트 | ePLA-LW |
| 밀도(g/cm2삼) | 1.2 |
| 열변형온도(℃,0.45MPa) | 53 |
| 용융흐름지수(g/10min) | 8.1(190℃/2.16kg) |
| 인장강도(MPa) | 32.2 |
| 파단신율(%) | 68.9 |
| 굴곡강도(MPa) | 41.31 |
| 굴곡 탄성률(MPa) | 1701 |
| IZOD 충격강도(kJ/㎡) | 8.58 |
| 내구성 | 4/10 |
| 인쇄 적성 | 9/10 |
| 권장되는 인쇄 매개변수 | |
| 압출기온도(℃) | 190 – 270℃ |
| 침대온도(℃) | 45 – 60°C |
| 팬 속도 | 100% |
| 인쇄 속도 | 40 – 100mm/초 |
| 온수 침대 | 선택 과목 |
| 권장되는 빌드 표면 | 마스킹 페이퍼, PVP 고체 접착제, PEI |
| 특징 | |
| 유연한 | —— |
| 탄력있는 | —— |
| 충격 방지 | —— |
| 부드러운 | —— |
| 합성물 | —— |
| 자외선 방지 | —— |
| 방수 | —— |
| 용해성 | —— |
| 내열성 | —— |
| 내화학성 | —— |
| 피로 방지 | —— |
| 건조가 필요함 | —— |
| 온열 침대 필요 | —— |
| 인쇄 추천 | 메모 보기 |
-
 ePLA-LW HS 매개변수
ePLA-LW HS 매개변수
밤부랩앤크리리티 -
 MSDS
MSDS -
 TDS
TDS -
 ROHS
ROHS -
 도달하다
도달하다






