






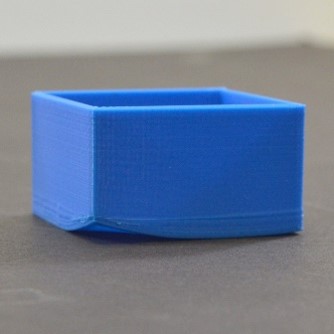
Làm cong
 |  |
| làm cong | Tấm đế chống dính |
Góc của mô hình hoặc toàn bộ được tách biệt khỏi nền tảng.
Chất liệu: ABS, ASA, PA, PC và các vật liệu khác có độ co ngót cao dễ cong vênh, nứt nẻ, in ấn cần có buồng nhiệt độ không đổi, khi đóng quạt thổi có thể sử dụng eEnclosure hoặc máy in có buồng gia nhiệt
San lấp mặt bằng: vòi quá gần với nền của lớp thứ nhất dễ bị tràn, quá xa lớp thứ nhất không thể dính vào tấm dưới cùng, nếu bốn góc của chênh lệch san lấp mặt bằng quá lớn, có thể dẫn đến cong vênh từ một góc xa hơn;Đặc biệt chú ý đến các điều kiện nhiệt độ cao, chẳng hạn như nhiệt độ vòi phun 400oC và tấm đáy 110oC, vòi phun và tấm đáy sẽ bị biến dạng, PLA có thể được làm phẳng bằng cách san phẳng lạnh, nhưng ABS sẽ không dính, nên sử dụng nhiệt độ cao cân bằng nhiệt, chẳng hạn như (vòi phun 240oC tấm đáy 110oC)
Cắt lát: tốc độ đùn lớp đầu tiên được khuyến nghị đặt cao hơn 100%, tốc độ lớp đầu tiên được đặt thành 10 mm / s, đóng quạt thổi lớp đầu tiên, bạn cũng có thể đặt van đáy và váy, để cải thiện độ bám dính của tấm dưới cùng
Tấm đế: tấm đế bằng vật liệu khác nhau có tác động lớn hơn đến việc in ấn;Chất nền PEI có thể được in bằng PLA, nhưng chất liệu PETG và ABS rất dễ cong vênh;Bản thân kính dạng lưới dễ bị không đều do quá trình xử lý và dễ không bị dính sau khi sử dụng lâu dài;nên sử dụng tấm đế bằng thủy tinh / sợi carbon + keo đặc PVP có thể dán cho vật liệu in ở nhiệt độ thấp và nhiệt độ cao, vui lòng chú ý đến lớp phủ lạnh khi sử dụng
Keo dán: thường sử dụng keo đặc PVP hoặc 3DLac và keo nền khác
Nhiệt độ: nhiệt độ quá thấp, vật liệu PLA cũng có thể bị cong vênh, bạn có thể in ở nhiệt độ không đổi hoặc đóng quạt thổi vật liệu đúng cách
Thời gian đăng: 15-12-2021